
Դարպասների և ներարկման ձուլման ցողունի տեղադրումը ներարկման ձևավորման գործընթացի կարևոր մասն է:Այս բաղադրիչների տեղադրումը կարող է ազդել վերջնական արտադրանքի որակի, ինչպես նաև գործընթացի արդյունավետության վրա:Այս հոդվածում մենք ավելին կուսումնասիրենք դարպասների և ներարկման կաղապարի տեղադրման, ինչպես նաև նյութի հոսքի և օդի անվտանգ ազատման մասին:
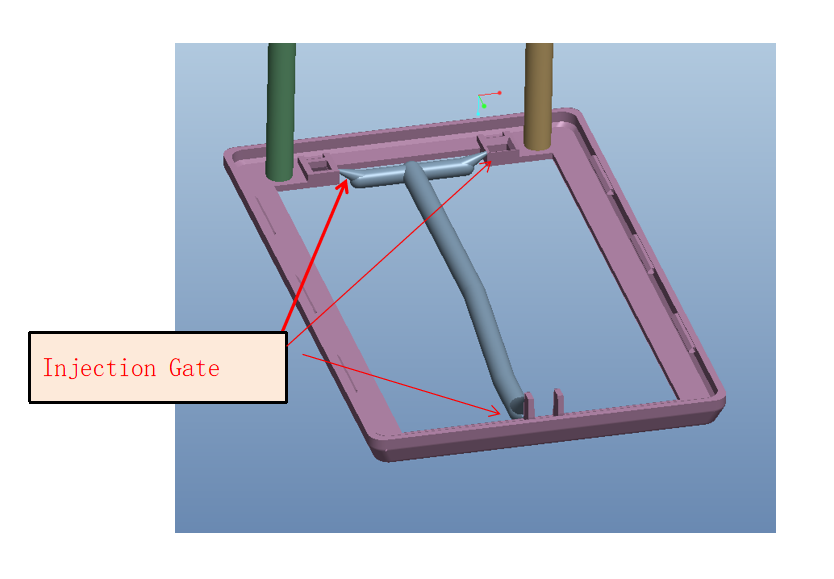
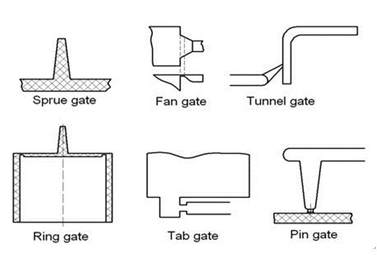
Նախ, եկեք հասկանանք, թե ինչ են դարպասները և ներարկման ձուլման ցողունը:Դարպասը կաղապարի մի փոքրիկ բացվածք է, որով ներարկվում է հալած պլաստիկը:Դարպասի չափը և տեղադրումը կարող է ազդել նյութի հոսքի և վերջնական արտադրանքի որակի վրա:Ներարկման համաձուլվածքները այն ալիքն է, որով հալած պլաստիկը մտնում է կաղապարի խոռոչ:
Դարպասների և ներարկման կաղապարի տեղադրումը կարևոր նշանակություն ունի ներարկման ձևավորման գործընթացում:Դարպասի տեղը պետք է ուշադիր ընտրվի, որպեսզի պլաստիկը հավասարապես հոսում է կաղապարի խոռոչում, և մասը ամբողջությամբ լցվում է:Եթե դարպասը չափազանց փոքր է, ապա պլաստիկը կարող է լավ չհոսել, ինչը կհանգեցնի կաղապարի խոռոչի թերի լրացմանը, ինչի արդյունքում վերջնական արտադրանքի թերությունները:Եթե դարպասը չափազանց մեծ է, այն կարող է տեսանելի հետքեր թողնել վերջնական արտադրանքի վրա, որոնք հայտնի են որպես դարպասի մնացորդներ:
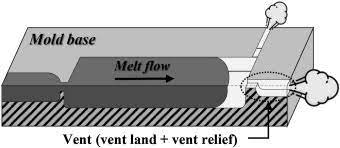
Նյութի հոսքը ևս մեկ կարևոր գործոն է ներարկման ձևավորման գործընթացում:Հալած պլաստիկը պետք է հավասարապես հոսի կաղապարի խոռոչով, որպեսզի ապահովի, որ մասը ամբողջությամբ լցվի:Դրան հասնելու համար ներարկման ձուլման ցողունը պետք է տեղադրվի այնպիսի վայրում, որը թույլ կտա պլաստիկին հավասարապես հոսել կաղապարի խոռոչով:The sprue-ն պետք է լինի նաև բավարար չափի, որպեսզի պլաստիկը հեշտությամբ հոսվի:
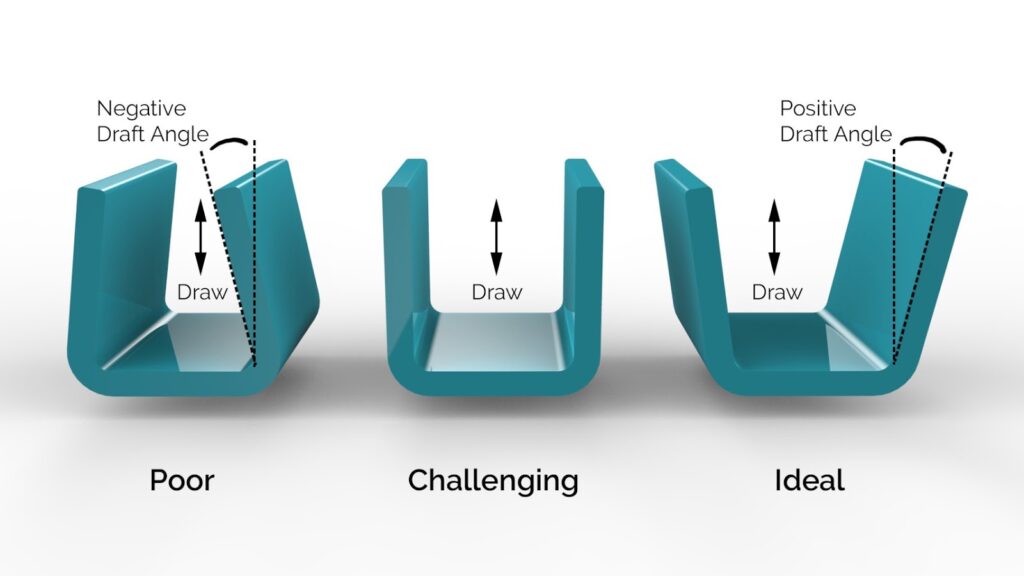
Ապահովելու համար, որ պլաստիկը հավասարաչափ հոսում է կաղապարի խոռոչում, կաղապարի դիզայնը պետք է օպտիմալացվի:Դիզայնը պետք է ներառի այնպիսի հատկանիշներ, ինչպիսիք են պատի միատեսակ հաստությունը, որն օգնում է ապահովել, որ պլաստիկը հավասարապես հոսում է կաղապարի խոռոչում:Կաղապարը պետք է ունենա նաև բավականաչափ ձգվող անկյուններ, որոնք օգնում են ապահովել, որ մասը կարող է հեշտությամբ դուրս հանվել կաղապարից:
Օդի արտազատումը ևս մեկ կարևոր գործոն է ներարկման ձևավորման գործընթացում:Կաղապարի ներսում փակված օդը կարող է վերջնական արտադրանքի թերություններ առաջացնել:Օդը անվտանգ բաց թողնելու համար կաղապարը պետք է ունենա օդափոխիչ ալիքներ, որոնք թույլ են տալիս օդի դուրս գալ:Օդափոխման ուղիները պետք է ռազմավարականորեն տեղադրվեն՝ ապահովելու համար, որ օդը կարող է դուրս գալ առանց վերջնական արտադրանքի որակի վրա ազդելու:
Եզրափակելով, դարպասների տեղադրումը և ներարկման ձուլման ցողունը ներարկման ձևավորման գործընթացի կարևոր մասն է:Դարպասի գտնվելու վայրը և չափսերը, ինչպես նաև ներարկման ձուլման ցողունի տեղադրումը կարող են ազդել նյութի հոսքի և վերջնական արտադրանքի որակի վրա:Կաղապարի ձևավորումը պետք է օպտիմիզացված լինի՝ ապահովելու համար, որ պլաստիկը հավասարապես հոսում է կաղապարի խոռոչում, և կաղապարը պետք է ունենա օդափոխիչ ալիքներ՝ օդն անվտանգ ազատելու համար:Ուշադրություն դարձնելով այս գործոններին, կարող եք արդյունավետորեն արտադրել բարձրորակ ներարկման ձևավորված մասեր:



Եթե ցանկանում եք ավելին իմանալ, խնդրում ենք ազատ զգալ կապվել մեզ հետ, այնուհետև մենք ձեզ կտրամադրենք անվճար խորհրդատու և ցույց կտանք որոշ գործեր, որոնք պատրաստել ենք ձեր տեղեկանքի համար:
Հրապարակման ժամանակը՝ հունիս-14-2023