
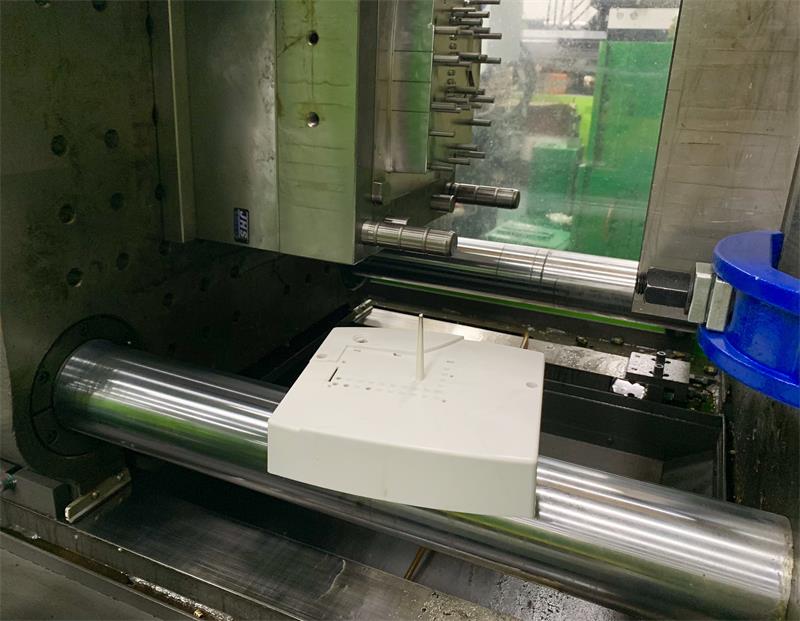
Ներարկման կաղապարներԱրդյունաբերական արտադրության հիմնական տեխնոլոգիական սարքավորումներն են, կաղապարների օգտագործումը պլաստիկ մասերի արտադրության համար, մի շարք առավելություններով, ինչպիսիք են արտադրության արդյունավետության ապահովումը, որակը ապահովելու հեշտությունը, արտադրության ցածր ծախսերը, ներարկման կաղապարները գնալով լայնորեն օգտագործվում են արդյունաբերական արտադրության մեջ:Որպես ներարկման ձևավորման ամենակարևոր գործընթաց, դրա կաղապարների որակը ուղղակիորեն ազդում է արտադրանքի որակի վրա, մինչդեռ կաղապարների արտադրության արժեքը զբաղեցնում է ձեռնարկությունների զարգացման ծախսերի մեծ մասը:Այսպիսով, բարելավելով ներարկման կաղապարների ծառայության ժամկետը/կրակի կյանքը՝ նվազեցնելով պլաստիկ արտադրանքի արժեքը, բարելավել ձեռնարկության արտադրողականությունը և մրցունակությունը զգալի ազդեցություն ունի:
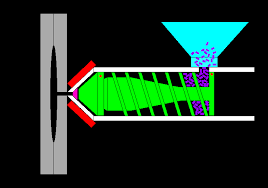
Պլաստիկ ներարկման ձուլման գործընթացը հիմնականում պլաստիկ հումք է ներարկման մեքենայի տակառում տաքացման պլաստիկացումից հետո, ներարկման մեքենայի պտուտակային շարժիչի մեջ, պլաստիկը որոշակի ջերմաստիճանի հասնելուց հետո, որոշակի ճնշմամբ և արագությամբ ներարկման մեքենայի վարդակով կաղապարի խոռոչում, և ապա կաղապարը ճնշումից հետո, արտադրանքը սառչում է և բացում կաղապարը և ստանում պլաստիկ մասեր:

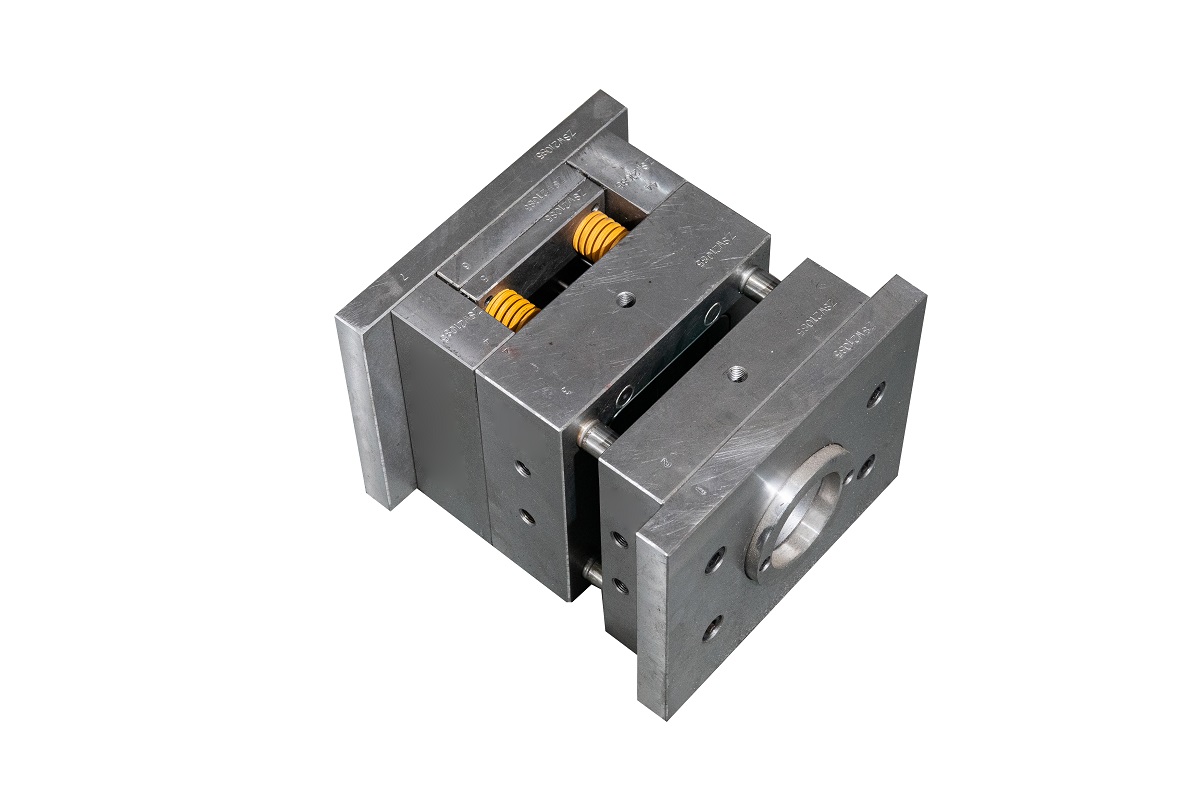
Ներարկման ձևավորման գործընթացում կաղապարի մակերեսը պետք է կրի ճնշումը, երբ կաղապարը փակ է, պլաստիկի հալման ճնշումը կաղապարի խոռոչում և ձգող ուժը, երբ կաղապարը բացվում է, որից պլաստիկի հալման ճնշումը: խոռոչի վրա ամենակարևորն է:Միևնույն ժամանակ, կաղապարը պետք է պահպանվի որոշակի ջերմաստիճանի պայմաններում, կաղապարի ջերմաստիճանը պետք է փորձի հասնել ցիկլային փոփոխությունների, հաճախորդի պահանջները կաղապարի ջերմաստիճանը պետք է լինի բարձր, ինչը կարող է արդյունավետորեն նվազեցնել հետքի լուծարումը, և պլաստիկ մասերը դուրս հանել կաղապարի ջերմաստիճանից: պետք է ցածր լինի:Հակառակ դեպքում արտադրանքի դեֆորմացիան համեմատաբար մեծ կլինի:Նման աշխատանքային պայմաններում կաղապարը ենթակա է չափից ավելի դեֆորմացման և տաք և սառը հոգնածության պատռման, հիմնականում ջերմաստիճանի և ճնշման ազդեցության տակ:
Պլաստմասսա կաղապարի խոռոչը լցնելու գործընթացում, կաղապարներ ձևավորող մասերը բարձր ջերմաստիճանի և բարձր ճնշման հալոցքի մաքրման, հոսքի շփման, արտադրանքի կաղապարման գործընթացում, խոռոչի և միջուկի և պլաստիկ մասերի աշխատանքի գործընթացում հեշտ է առաջացնել շփում, ինչը հանգեցնում է. կաղապարամաշման երևույթում։Միևնույն ժամանակ, կաղապարի հաճախակի բացման և փակման պատճառով կաղապարի ուղեցույցի մասերը և կաղապարման մասերը հակված են մաշվելուն, ինչը հանգեցնում է թուլացման:


Ձուլման գործընթացում որոշ պլաստմասսա կքայքայվի բարձր ջերմաստիճանի և ճնշման տակ՝ առաջացնելով քայքայիչ գազեր, որոնք հեշտությամբ կոռոզիայից և վնասելու են կաղապարի մակերեսը՝ վնասելով կաղապարի մակերեսին:
Երբ ներարկման կաղապարների արտադրությունը հասնում է որոշակի քանակի, կաղապարի չափազանց մաշվածության պատճառով արտադրանքի մակերևույթի որակը չի կարող հասնել պահանջներին, արտադրանքի արտահոսքը և թռչող եզրը լուրջ են, և կաղապարի խոռոչը և միջուկը չեն կարող վերանորոգվել, կաղապարի ժամկետն ավարտվում է:Պլաստիկ մասերի ընդհանուր թիվը, որոնք ավարտվել են մինչև կաղապարի ձախողումը, հայտնի է նաև որպես կաղապարի ժամկետ:
Հրապարակման ժամանակը՝ Հուլիս-26-2022